Matt's Old Cars.com
Fiddling with Rambler's since 1995
Project Charity: AMX
Technical Information
Photo Gallery
Rambler American Restoration
1978 El Camino
1967 Rambler American
2007 Dodge Ram
1984 Dodge Ramcharger
Links
FAQ
Send me an e-mail:
Contact Form
Back to American Restoration Index
Fixing
the Leaky Windshield in my `68 American
Part 6 - Welding in the Replacement Panels
March 17, 2002
The weather has been pretty nasty on the weekends lately (except for the weekend I was over at my sister's new place stripping wall paper -- it was really nice that weekend) so I haven't been able to make as much progress as I had hoped. I did, however, get the first of the patch panels welded in. Here's some pictures I took while I was welding the patch panel for cracked area around the wiper pivot:
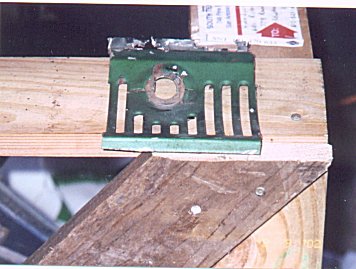
Note: What looks like silver paint is actually weld-through primer (the stuff I used is made by 3M and sells for about $18 per spray can). This primer contains a large amount of Zinc giving it a silver color. Do not use regular paint in the area you are welding in. It will bubble and make the weld very weak and very nasty looking.

This is after the first past of welding (I have a Century 130
Wire Feed welder that I used for this). The goal here was to not worry so much about
filling all of the gaps but to make sure the part is in its proper position. Prior to all
of the welding you see in this picture, the part was tacked welded in. I also had to make
a few adjustments to the shape of the replacement as it was being welded in place. Make
sure to take your time (this shows about 2 hours of work). Once you get past the tack weld
stage, it's a bunch of work to cut everything apart again.
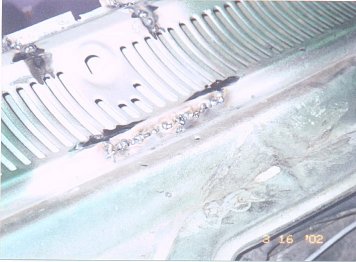
This was taken after about a half hour of grinding and a
little additional welding to fill in gaps from the first pass. Also, the replacement cowl
came from a car that had the windshield reveal molding held in place by the windshield
gasket. The notch in the flange was made with a metal punch. The little hole in the left
corner of the flange was where a factory spot weld was at in the replacement part. This
was filled in later.

A different view of the work at the same stage as the second
picture. You can see how well the weld through primer holds up to the heat of welding.
It's only discolored within a quarter inch of the weld. I also did a little hammer and
dolly work to close the gap between the flanges on the firewall and replacement part.
These were then plug welded together using existing holes.

Here's the patch after another hour of grinding. It's a little
hard to see but more grinding is needed at the bottom of the patch. The only reason it's
primered at this point is to offer some protection while I took a break.

Here's the patch panel at the end of the rough-in stage and an
additional hour and a half of grinding. The camera is hiding a mess of flaws I'll fix
during the finishing stage. Notice, however, that the spacing in the slots for the cowl
vents is dead-on and the body lines are lined up perfectly.
Up Next: The welding is finished!
Last Updated 01/04/04 09:23:57 PM